
Dynamic O-ring sealing applications are more complex than static applications due to the presence of motion and friction. Several critical design factors must be addressed to ensure reliable performance.
2.1 Compression Control
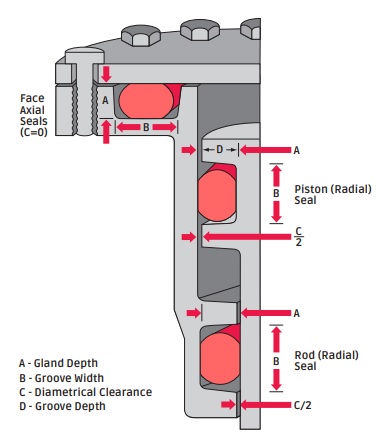
Compression is the percentage reduction of the O-ring cross-section when installed. In dynamic applications, the compression margin must be minimized to reduce sliding resistance, wear, and heat generation. To create seal squeeze, the gland must be less than the cross-section depth.
As a general rule, static seal cross-sections are compressed from 15% to 30%, whereas dynamic seals are compressed from 10% to only 20%. For reciprocating dynamic applications such as hydraulic cylinder rod and piston seals, recommended dynamic squeeze ranges are 8–20%.
The appropriate compression directly affects sealing effectiveness, friction, wear, and the risk of spiral failure. Excessive compression increases friction and heat — which is particularly detrimental for dynamic seals — while insufficient compression reduces contact sealing force and increases leakage risk.
2.2 Surface Finish Requirements
Surface finish is a critical factor in dynamic sealing. The material of the gland must not abrade the O-ring during motion, and surface finishes must be compatible to prevent tears and failures.
For maximum seal life, the surface finish of metal parts in contact with an O-ring should not exceed:
Static parts: 0.8 µm (32 µin) CLA or Ra
Moving parts: 0.4 µm (16 µin) for moving parts
Typically, the ideal hardware surface finish for dynamic seals is between 10 and 20 micro-inches (0.25 µm to 0.5 µm) Ra. A finish finer than 0.15 µm (6 µin) should be avoided in dynamic applications as a lubricating film may not be retained. Anything below 5 micro-inches will cause adequate surface lubrication to be rubbed away by the end of the stroke.
A surface finish that is too abrasive will wear the O-ring surface, while a surface that is too smooth will not allow the O-ring to be properly lubricated by a fluid film.
2.3 Groove Fill and Volume
Groove fill describes how much of the groove volume the O-ring occupies. For dynamic applications, the groove volume should allow a fill of approximately 60–70%. If the groove is overfilled, there is no room for thermal or chemical expansion, causing overstress or failure. If underfilled, the O-ring may not generate sufficient sealing force. Further, the maximum O-ring volume should not exceed the minimum volume of the gland.
2.4 Lubrication
Before O-ring installation, always lightly coat the O-ring with a lubricant that is compatible with both the O-ring material and the system chemicals.
OTE rubber could offer different lubrication on the O-RING surface, such as PTFE, MuS2.So that less friction force can be achieved for dynamic sealing.
PTFE could be a idea option when combined with rubber material in order to improve wear resistance.
In the meantime, OTE rubber also developed self-lubricated rubber material. It could offer lower friction force during the lift time.
Dynamic seal design prioritizes wear resistance, low friction coefficients, controlled compression set, and dimensional stability during motion.
3.1 Material Hardness Considerations
Normal compounds (60–70A) offer better conformability and low initial leak rates but have higher compression set and wear. Harder compounds (80–95A) resist extrusion and high-pressure blowout but increase friction.
According to research on the effect of NBR hardness on hydraulic O-ring rod seals:
Low hardness seals are prone to stress concentration due to extrusion under high-pressure conditions and are more prone to leaking
High hardness seals better prevent leakage by reducing fluid film thickness, but cause larger frictional power loss and increase the probability of wear failure
The choice of lower hardness is recommended to reduce friction, provided that leakage requirements are met
The optimized selection of rubber hardness depends on application conditions:
Normal hardness is suitable for high-speed or low-leakage-requirement applications, while higher hardness is preferable for high-pressure working conditions.
3.2 Fluid Compatibility
When selecting a rubber material for a dynamic sealing application, you must consider two fundamental factors simultaneously: compatibility with the sealed medium and the operating temperature range. These two parameters are closely interconnected and directly determine the service life and reliability of the O-ring.
First, the elastomer must be chemically compatible with the fluid or gas it will seal. Incompatible materials can swell, soften, shrink, or crack, leading to rapid failure. For example, standard NBR (nitrile rubber) works well with mineral oils and fuels but fails in brake fluids or ozone-rich environments. FKM (fluoroelastomer) offers excellent resistance to high-temperature oils, fuels, and many aggressive chemicals, but it is not compatible with skydrol (phosphate ester hydraulic fluids) or low-molecular-weight organic acids.
Second, you must evaluate the continuous and intermittent temperature extremes that the seal will encounter in dynamic service. Frictional heat generated by reciprocating or rotary motion often raises local temperatures significantly above the bulk system temperature. A material that performs well at 100°C in a static test may degrade rapidly at 130°C under dynamic conditions due to thermo‑oxidative ageing, leading to increased hardness, compression set, and eventual leakage.
The key is to balance both requirements – a material that is perfectly compatible with the medium but lacks sufficient thermal stability will harden and crack; conversely, a high-temperature material that swells excessively in the medium will lose its mechanical properties and sealing force. For demanding dynamic applications such as hydraulic cylinders operating at 150°C with petroleum‑based fluids, a high‑grade FKM or HNBR (hydrogenated nitrile) is often the right choice. For even higher temperatures (200°C+) or aggressive chemical environments, FFKM (perfluoroelastomer) may be necessary.

Always validate your material selection by consulting compatibility charts, performing immersion tests per ASTM D471, and considering the maximum local temperature – not just the bulk fluid temperature. When in doubt, OTE’s engineering team can assist you in selecting the optimal compound for your specific medium, temperature range, and dynamic duty cycle.

